
英语原文共 10 页,剩余内容已隐藏,支付完成后下载完整资料
建筑用钢研究杂志
厚板梁的焊接—制作,测量和模拟
H. Pasternak,B.Launert,T.Krausche
德国科特布斯布兰登堡理工大学
摘要:本文介绍了,车间中制造焊接板梁的实验和数值结果。主要关注的是借助仿真工具和简化的工程模型来预测焊接缺陷。在案例研究中评估了它们对组件设计的影响。重点关注残余焊接应力的影响。为此,将各种简化实验的结果与焊接模拟的结果进行比较。证实了以下观点:必须对焊接缺陷进行严格的控制。这表明有必要建立新的模型。将给出在这种情况下解决未来问题的方法。
关键词:焊接板梁;焊接数值模拟;焊接残余应力;焊接构件承载能力
1、引入
钢结构的生产通常包括两个阶段:在车间条件下的零件制造和现场组装。与现场焊接相比,前者可以实现部分自动化,并且具有更高的可靠性。本文介绍了大梁的制造,在工厂进行生产并模拟了焊接过程。给出了残余应力和变形方面的结果,并与典型的工程模型进行了比较。模型的验证基于制造期间和制造后获得的实验数据。将后续容量的分析结果理想化,然后作初始条件。回顾比较不同的模型,可以得到最新的标准。多有结果均在勃兰登堡工业大学和布伦瑞克工业大学的共同研究项目的范围内获得。
2、制造与测量
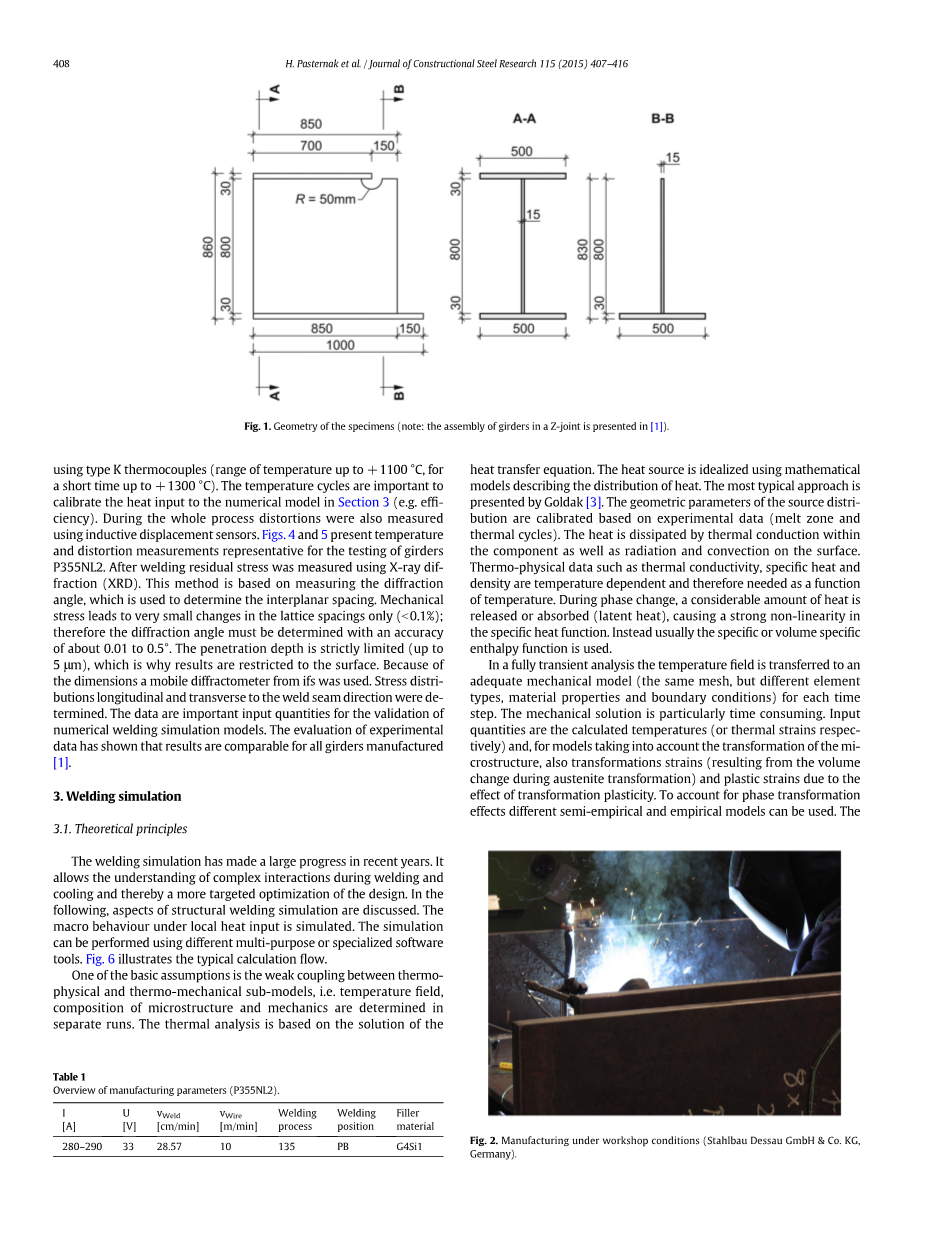
大梁的制造在车间条件下进行。图1记录了试样的几何形状。由于该项目由两部分组成,所有检查过的大梁都需要进行额外的准备工作,以将两个组件组装成Z型接头。下面,仅讨论梁的制造。选择试样的长度时应考虑到具有长的纵向焊缝的大梁的稳态应力状态。原始材料是P355NL2。提供的钢板被切割成一定尺寸并进行了焊接准备(EN ISO 9692)。考虑到近似无应力状态的假设,锯切了所有板,焊接之前的测量证实了这一点[1]。有关切割过程将影响钢材的可能性,尤其是如果涉及使用集中的热量(例如火焰切割或等离子切割)时,请参见[2]。上下法兰的厚度30毫米,腹板的厚度为15毫米。法兰宽度为500毫米,腹板高度为800毫米。由于梁的组装是项目的第二部分,因此所有尺寸均符合测试设备的限制。梁的组装结果可以在[1]找到。
图1 样品的几何形状(注:[1]中显示了Z形连接中的大梁装配)
角焊缝的焊接是在一层厚度为a=5mm的焊缝中进行的。施焊过程安装标准135(EN ISO 4063),即采用实心金属焊丝的活性气体保护焊(MAG),因为这是工厂制造工作中使用最广的焊接方法。表1列出了相关参数。总共制造了6个大梁,在德国德绍的一家制造公司中进行加工。图2给出了梁的制造示例,没有进行预热。
表1 焊接工艺参数(P355NL2)
|
电流 |
电压 |
焊接速度v |
焊丝融化速度 |
焊接过程 |
焊接位置 |
填充料 |
|---|---|---|---|---|---|---|
|
280–290 |
33 |
28.57 |
10 |
135 |
PB |
G4Si1 |
图2 在车间中进行制造(德国Stahlbau Dessau GmbH&Co. KG)
图3显示了T型接头的宏观截面,该接头的焊接参数与制造过程中记录的参数相同。根据EN ISO 5817中的分类,焊缝的质量等级为B。以字母B(最高要求),C或D(最低要求)表示的质量等级的类型,尺寸和数量指定焊缝的质量违规行为。对于钢结构,EN 1090-2包含附加规范,由执行类别(EXC)1至4表示。可以为整个结构或结构的一部分定义执行类别。
图3 实验室样品的横向宏截面和角焊缝的尺寸(质量等级B,EN ISO 5817)。
每一次手工连续焊接一条焊缝。在长而连续的焊接实际应用中,这是完全机械化,并由相关设备监视制造的。使用K型热电偶测量温度(温度范围高达1100°C以上,短时间内可以达到1300°C以上)。温度循环对于校准第三部分中输入到数值模型的热量(例如效率)非常重要。在整个过程中,还使用感应式位移传感器测量了变形。图4和5当前的温度和变形测量代表了P355NL2大梁的测试。焊接后,使用X射线衍射(XRD)测量残余应力。该方法的原理使测量衍射角,该衍射角用于确定晶面间距。机械应力仅导致晶格间距的很小变化(lt;0.1%);因此,必须以大约0.01至0.5°的精度确定衍射角。穿透深度受到严格限制(最大5(mu;m),这就是为什么结果要严格限制于材料表面的原因。由于尺寸原因,使用了ifs的移动衍射仪。确定了沿焊缝方向的纵向和横向应力分布。这些数据是验证数字焊接仿真模型的重要输入量。对实验数据的评估表明,模拟的结果可以与所有大梁的数据进行对比[1]。
图4 在焊接和冷却过程中测得的温度循环(温度1至温度5),以P355NL[1]为例。
图5 在选定点处的测量变形,例如P355NL2 [1]
3 、焊接模拟
3.1 理论因素
近年来,焊接模拟取得了很大的进步。它使您能够了解焊接和冷却过程中的复杂相互作用,从而更有针对性地优化设计。在下文中,讨论了结构焊接仿真的各个方面。模拟了局部热输入下的宏观行为。可以使用不同的多功能或专用软件工具来执行仿真。图6示出了典型的计算流程。
图6 结构焊接仿真(弱耦合的热力学分析)计算图[9]
基本假设之一是热物理子模型与热机械子模型之间的弱耦合,即温度场,微观结构组成和力学是在单独的运行中确定的。热分析基于传热方程的解。使用描述热量分布的数学模型将热源理想化。Goldak[3]提出了最典型的方法。热源分布的几何参数根据实验数据(熔融区和热循环)进行校准。热量通过组件内的热传导以及表面上的辐射和对流消散。热物理数据(例如热导率,比热和密度)取决于温度,因此需要作温度的函数。在相变过程中,大量的热量被释放或吸收(潜热),从而导致比热函数的强烈非线性。相反,通常使用特定或特定体积的焓函数。
在完全瞬态分析中,对于每个时间步,温度场都将转换为适当的机械模型(相同的网格,但元素类型,材料属性和边界条件不同)。机械解决方案特别耗时。输入量是计算出的温度(或分别为热应变),对于考虑了微观结构转变的模型,输入量还包括转变应变(由奥氏体转变过程中的体积变化产生)和由于转变塑性作用而产生的塑性应变。为了说明相变效应,可以使用不同的半经验模型和经验模型。Leblond和Devaux的半经验模型[4]是一种常用的方法。该模型基于Johnson-Mehl-Avrami[5]用于扩散导向的转换,Koistinen和Marburger[6]用于马氏体转换的方程。该模型所需的参数由连续冷却变换(CCT)图确定。根据混合规则和计算出的相组成,可以为每个元素修改材料数据集。因此,对于结构力学的计算,材料数据是温度的函数,另外是材料成分的函数。提供了铁素体-珠光体,贝氏体,马氏体和奥氏体的数据。
热机械材料数据包括屈服强度,热膨胀系数(均是温度和微观结构的函数),杨氏模量(通常不依赖于微观结构而引入)和泊松比(假设常数,对于钢为0.3) 。可塑性定律可以考虑各向同性或运动学硬化。屈服应力的计算基于Mises。相应的应力-应变曲线定义为多线性曲线(或简化为双线性曲线)。S355的数据可以在文献中找到,例如Peil和Wichers的热拉伸试验[7]。对于马氏体和贝氏体,函数根据室温(与基础材料有关)的屈服应力比进行缩放。对于奥氏体,应力-应变曲线可以从X5CrNi 18 10[8]中得出。
用于热和机械子模型的元素是具有线性形状函数的三维等参元素。模型的空间和时间离散化针对特定任务进行调整。面向焊接的网格涉及对高梯度的考虑,对于温度,应力(或类似的应变)分布以及微观结构的组成,可能会发生高梯度。这是通过在焊接区域和热影响区(HAZ)中应用细网格实现的。其余部分可以由较大的元素映射。通常,大约70%的元素应位于发生塑性变形的区域。除了空间离散化,计算时间还强烈取决于分析周期(焊接和冷却)以及时间步长。后者受焊接熔池长度的限制,而熔池的长度主要取决于工艺。随着模型尺寸和焊缝长度的增加,计算时间会大大增加。
所描述的相关性在[9]中有详细介绍。由于简化了焊接过程的模拟,因此必须通过实验进行校准。
3.2 焊接仿真模型
SYSWELD中试样的数值焊接模拟模型如图7所示。该模型是由ifs创建的。使用对称条件实现计算。向模型引入对称性将要求系统和负载(在这种情况下,通过虚拟收缩力可以更好地说明负载)是对称的。假设所有焊缝同时冷却,则足以对系统的四分之一进行建模。如果同时放置两个相邻的焊缝,则可以引入围绕腹板轴的垂直对称平面。另一方面,如果同时在大梁的一个位置上沉积焊缝,则可以引入半幅腹板高度的水平对称平面。后者用于此模型。应该注意的是,从严格意义上讲,这种假设是不合适的(因为每道焊缝各自冷却)。但是,由于此示例中的网格模型的高度(800mm)角焊缝不会互相影响。这里应该强调的是,模型的重点是对残余应力状态的研究。
图7 完整和半演示器的数值模型(S355_Tempering)[1],Sysweld
焊接路径的长度与图1所示的设定不同。选择了525毫米的长度。这是在试样中间达到稳态应力状态的最小长度,之后将评估残余应力分布。为了啮合具有线性形状函数的六面体单元。该模型总共包含135,896个元素。焊接参数与表1相同。效率是数值模拟中的校准因子(主要影响温度的整体分布)。如果没有可用的实验数据,那么在MAG工艺中将假定为0.8。焊接区域的温度场受热量分布的影响。使用具有正态分布热量产生率的两个四分之一椭圆形(Goldak)来描述热源。详细信息包含在[1]中 剩余内容已隐藏,支付完成后下载完整资料
课题毕业论文、文献综述、任务书、外文翻译、程序设计、图纸设计等资料可联系客服协助查找。

